�a(ch��n)Ʒ���
���T�YӍ
(li��n)ϵ�҂�/Contact Us
 ��ַ���Ϻ��з��t�^(q��)����(zh��n)�ǻ�·188̖1��
ꐽ�(j��ng)����15021366229
��ַ���Ϻ��з��t�^(q��)����(zh��n)�ǻ�·188̖1��
ꐽ�(j��ng)����15021366229 ꐽ�(j��ng)����18616962314
QQ��76667015
�W(w��ng)ַ:www.elegance-group.com.cn
Email:wzh@zhengchiyw.com
�ИI(y��)��
Ƥ��ݔ�͙C(j��)늙C(j��)���Sԭ������c���M(j��n)
����Դ��http://www.elegance-group.com.cn �l(f��)���r�g��2018-10-10 14:06 �g�[�Δ�(sh��)��
ij��˾Ƥ��ݔ�͙C(j��)늙C(j��)��ԇ�\�����g�����\��130��С�r����F(xi��n)���B�m(x��)�ɴΔ��S����,����Ԕ��(x��)��B��Ƥ��ݔ�͙C(j��)늙C(j��)���Sԭ������������Q̎������,ȡ�����^�õ�Ч��

��
ݔúϵ�y(t��ng)����3#��4#Ƥ��ݔ�͙C(j��)ݔ������10501/h,����늙C(j��)�(q��)��Һ��������p�ٙC(j��),�p�ٙC(j��)�(q��)��Ƥ��,���r���gЪ�\��,����(j��)偠tϵ�y(t��ng)����ÿ����ú�r�g�s2~3h,���w�������±�1��
2013��9�·�,ݔúϵ�y(t��ng)3#Ƥ���c4#Ƥ��ݔ�͙C(j��)�������\�Еr늙C(j��)�S���^����,�S���|(zh��)��45#�,����̎���S��Φ80�^����Φ75���S�����
��
3#
��4#Ƥ��ݔ�͙C(j��)�O(sh��)��������ͬ,늙C(j��)�S���Ѳ�λ��ͬ,���ѽ����Π�����,�����S���ѽ������^��
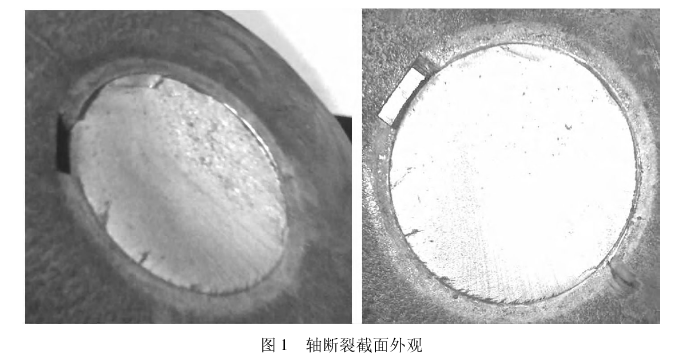
��D1,�S2B3���ѽ����^��⻬,����1/3�����^��ֲ�,����(j��)�������^�����Д�,�Ǽӹ�ԭ��,�ڔ���̎�S��Φ80�^����Φ75���S�����)���ڑ�(y��ng)������׃��̎�������J),�\�D(zhu��n)�^������(y��ng)�����Юa(ch��n)��С�Ѽy,�Ѽy����,�γɼsռ�S����2/3�Ĺ⻬��,�ֲ������Ѽy�U(ku��)չ�_(d��)��2/3���ҽ����,ʣ����e�����d�ɳ��^���|(zh��)�����O��˲�g˺���Ɖ������
��Ƥ��ݔ�͙C(j��)늙C(j��)�S�ӹ���ˇ���S���|(zh��)�ȷ���,���a(ch��n)��ԭ���M(j��n)���˷���,ͬ�r,������˶̵ĕr�g��(n��i)���F(xi��n)���S�F(xi��n)���M(j��n)�Џص���������˸��M(j��n)��ʩ��
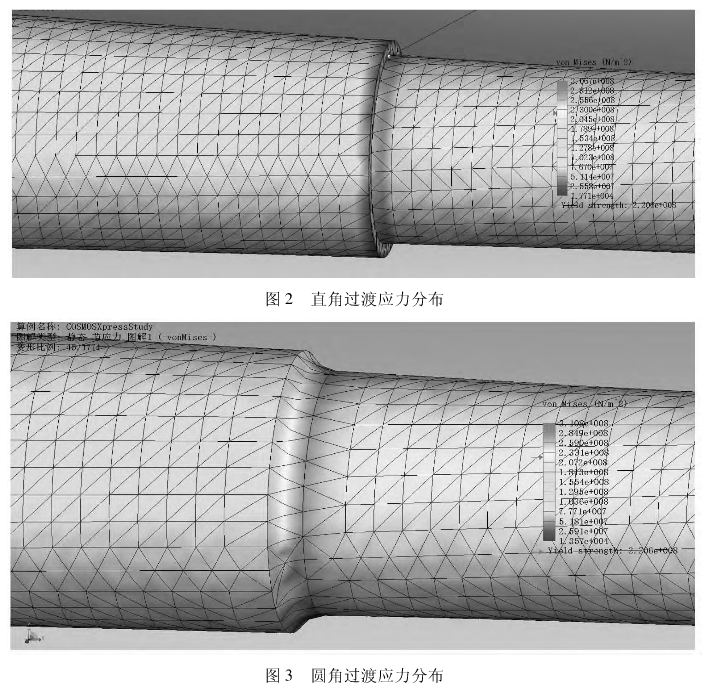
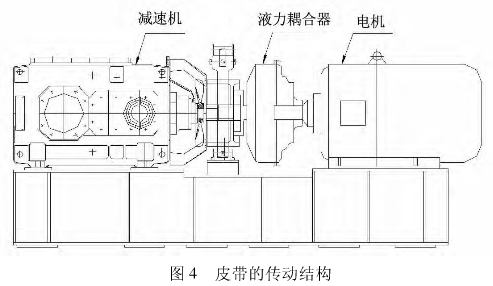
1�����S���ѽ���̎����,�l(f��)�F(xi��n)�ڔ��ѵ��S���^�ɲ�λ��ֱ��,�����]�ЈA���^��,�O����ɑ�(y��ng)�����������DŤ�����������D,�S��Φ80�^����Φ75,�D2��ֱ���^��,�D3��R5�A���^��,�ڳ�����ͬŤ���d����,���Կ���ֱ�Dz�λ������Π�ͻȻ��׃,��ɑ�(y��ng)������,���A��ƽ���^�ɾͿɱ��⑪(y��ng)�����С�
2����늙C(j��)�S������|(zh��)�Ͽ�,늙C(j��)�S���|(zh��)��45#�,�S��Φ75mm,ͨ�^�z�y�S�ı���Ӳ��,Ӳ��ֵ��210HBS����,Ӳ��ֵƫ��,һ���{(di��o)�|(zh��)̎�����45#䓱���Ӳ��һ�㶼�_(d��)��25HRC����,��(j��ng)��ԃ�O(sh��)���Y�ϼ�ԃ���S�Ұl(f��)�F(xi��n)�Sδ��(j��ng)�^��̎����45#䓟�̎��ǰ������(qi��ng)��≥600MPa,������(qi��ng)��≥355MPa;����(j��ng)�^�{(di��o)�|(zh��)̎�����ԫ@���^�ߵď�(qi��ng)�Ⱥ��g�ԵȾC�ϙC(j��)е����,�S����Φ75mm��45#䓽�(j��ng)850����+550��ػ��{(di��o)�|(zh��)̎����,�俹����(qi��ng)��≥700MPa,������(qi��ng)��≥450MPa��
��ʲô�����\�Еr�g�̵ܶ���r�³��F(xi��n)늙C(j��)�S����,�҂���Ƥ���Ă��ӽY(ji��)��(g��u)���M(j��n)���˷�����
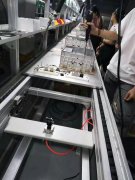
����늙C(j��)���ʳ��^150ǧ��,����Ҏ(gu��),�O(sh��)ӋԺ�O(sh��)Ӌ�ˆT�x��Ć��ӷ�ʽ�齵������쥆���),���ٕr�g���O(sh��)����16~20s����Ƥ������S��Ҳ���ա��\ݔ�C(j��)е�O(sh��)Ӌ�x���փԡ�������Һ�������,������Һ��,Ҳ�����ӕr�������ӹ���,Ҋ�D4��늙C(j��)ͨ�^Һ����������Ӝp�ٙC(j��)�(q��)��Ƥ��ݔ�͙C(j��)�\��,��늙C(j��)��늺�,��������,��(j��ng)20s���_(d��)���~���D(zhu��n)��,ؓ(f��)�d����������u����,ͬ�r늙C(j��)�S��������ķ���Ť����u����,��(d��o)��늙C(j��)�c�����֮�g�S�����^�L�r�g���ڼ����^��,�����������ݔ���S�cݔ���S�g�����������(q��)��,�����\��֮�g���ڜ���,�����ܛ�������cҺ����_(d��)���~���D(zhu��n)�ٵ��^����,����늙C(j��)�����cҺ�����������Ӱ�,����
�C(j��)�S�����l���l(f��)����(y��ng)������С�IJ���,��Ƥ�����ӕr�����d,�O����ɾֲ���(y��ng)���������|(zh��)�������O��,һ��,�S������F(xi��n)С�Ѽy�킃����,��(y��ng)�����е�ԭ��,��׃��̎���F(xi��n)С�Ѽy),������l��׃�ӵ����d��(y��ng)����,С�ѼyѸ�ٔU(ku��)չ��ͬ�r,������ԇ܇�A��,�mȻƤ�����\�Еr�g�^����
���l����ͣ�ĴΔ�(sh��)�h(yu��n)�h(yu��n)����ϵ�y(t��ng)�����\�еĆ�ͣ�Δ�(sh��)����Ѽy�U(ku��)չ�ӄ���
3��С�Y(ji��):��ؓ(f��)�d�\��늙C(j��)�S,�������S��Φ80�^����Φ75���S�������ڼӹ���ɵđ�(y��ng)������,�\���г��F(xi��n)С�Ѽy,��늙C(j��)ܛ�����cҺ��������ӕr����������B��,��늙C(j��)�S�|(zh��)45#�)δ�M(j��n)���{(di��o)�|(zh��)̎��,��(y��ng)�����ж���ɵ��Ѽy��u�U(ku��)չ,��(d��ng)�Ѽy�U(ku��)չ�̶��_(d��)������ļs2/3̎,ʣ����e�����d�ɳ��^���|(zh��)�����O�ޏ�(qi��ng)�ȶ�˲�g˺���Ɖ�,��ɔ��S��
���M(j��n)����
1��ȡ��Һ�������,����늙C(j��)ܛ����,�ij�(li��n)�S���c�p�ٙC(j��)ֱ�B���B�ӷ�ʽ��
2��늙C(j��)�S��̎�ڼӹ��rע��A���^�ɵ���,����(y��n)�����칤ˇ��늙C(j��)�S�M(j��n)���{(di��o)�|(zh��)̎��,����(qi��ng)�C�ϙC(j��)�����ܡ�
��(j��ng)�^���M(j��n)̎����,3#��4#Ƥ��ݔ�͙C(j��)�\��һ��,��r��(w��n)��,��δ���F(xi��n)���S���ϡ�
��һƪ��ƽ���D(zhu��n)������sƤ��ݔ�͙C(j��)�(q��)�Ӳ��ú����x��
��һƪ���LͲݔ�͙C(j��)·��Ҏ(gu��)�������о�
���P(gu��n)��(bi��o)����
��һƪ���LͲݔ�͙C(j��)·��Ҏ(gu��)�������о�
���P(gu��n)��(bi��o)����
���P(gu��n)��
- Ƥ��ݔ�͙C(j��)˺�ѹ��ϼ�����o(h��)��ʩ����2018-11-15
- �LͲݔ�͙C(j��)�İl(f��)չ���F(xi��n)���о�������2018-11-15
- �LͲݔ�͙C(j��)�İl(f��)չ���F(xi��n)���о���һ��2018-11-15
- Ƥ��ݔ�͙C(j��)���w���ϷQ�ؽo��ϵ�y(t��ng)�O(sh��)Ӌ��̽2018-11-01
- Ħ��ʽ�e�ŝLͲݔ�͙C(j��)�b�õ��O(sh��)Ӌ2018-11-01
- �LͲݔ�͙C(j��)PLC���Ƽ��g(sh��)�ڿ��{(di��o)���a(ch��n)ϵ�y(t��ng)�еđ�(y��ng)��2018-11-01



- �P(gu��n)���҂�
- 朰�ݔ�͙C(j��)
-
Ƥ��ݔ�͙C(j��)
����Ƥ��ݔ�͙C(j��) �������_Ƥ��ݔ�͙C(j��) ����Ƥ��ݔ�͙C(j��) ֱ����Ƥ��ݔ�͙C(j��) �D(zhu��n)��Ƥ��ݔ�͙C(j��)
-
�LͲݔ�͙C(j��)
�����LͲݔ�;��C(j��) �o�����LͲݔ�͙C(j��) ��sʽ�LͲݔ�͙C(j��) �LͲ�M��ݔ�;� �D(zhu��n)���LͲݔ�͙C(j��)
-
�}��ϵ��
-
������

Copyright ��ICP��15019677̖-1 ���(qu��n)���� �Ϻ����Y�Ԅӻ��O(sh��)������˾
